Tag: mendel90
-

Vinylsnijden met een 3d-printer
Dat blijkt te kunnen. Ik heb geen snijplotter en ook geen t-shirt pers thuis, maar nog wel flexfolie en flockfolie (ik heb eerder shirts bedrukt met de vinylsnijplotter en de t-shirt pers op de makerspace). Daar wil ik ook gewoon thuis mee kunnen knutselen. Ik heb dus een snijplotter-reservemesje gekocht van een type dat er…
-
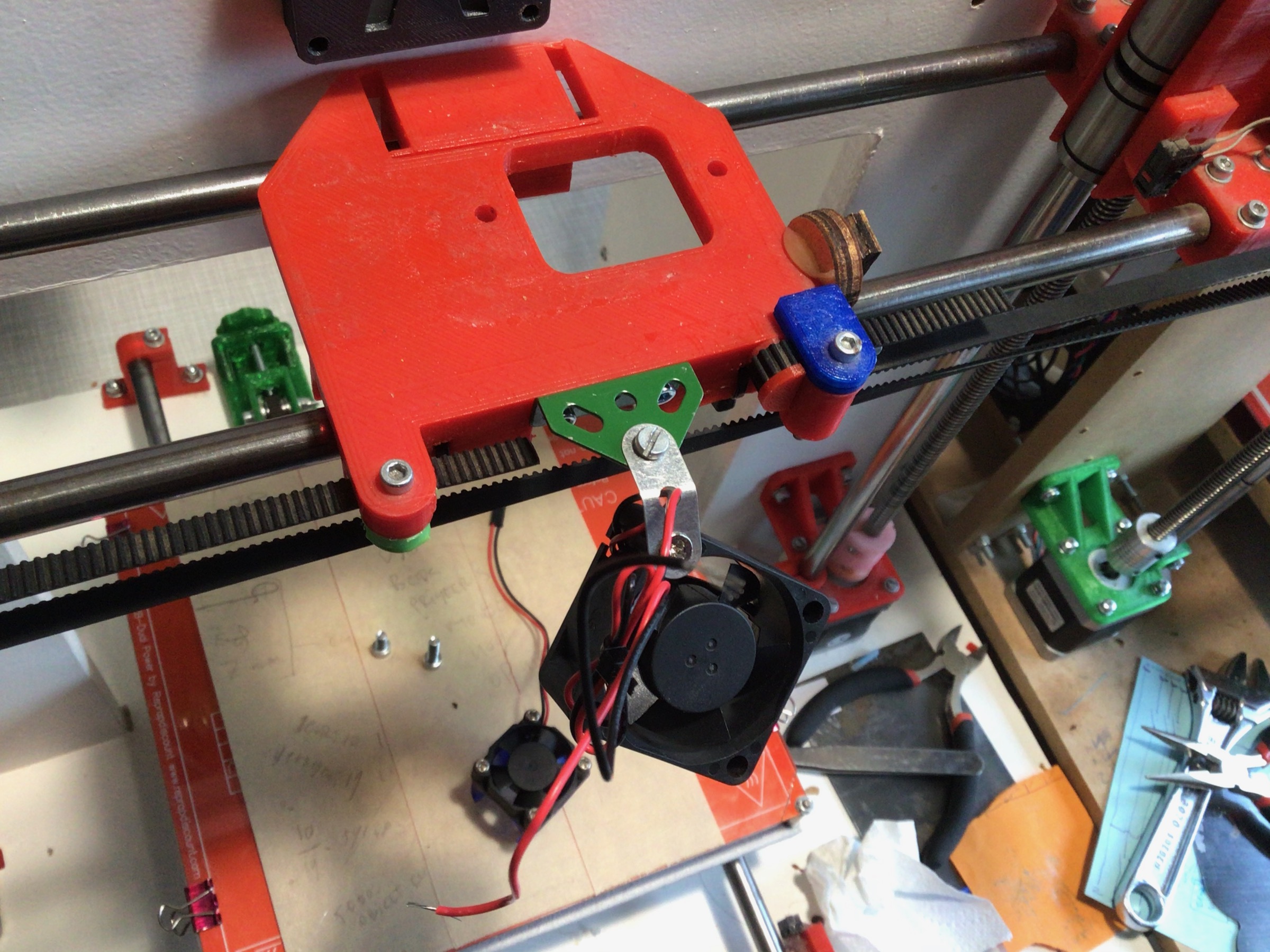
3d printer onderhoud
Bij het printen van de jongleerballen trad een vervelend probleem op: Tegen het einde van de print verschoven de lagen in de Y-as (bed). Steeds bij het begin van de honingraat-infill verschoof de print. Enkele keren dacht ik dit opgelost te hebben, maar bleek het toch weer ergens anders aan te liggen. Elke keer leverde…